 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ekstruuderin ruuvi usein kulunut? Nämä ovat tärkeimmät syyt!
Ningbo Fangli Technology Co., Ltd. on mekaanisten laitteiden valmistaja, jolla on lähes 30 vuoden kokemusmuoviputkien suulakepuristuslaitteet, uusi ympäristönsuojelu ja uudet materiaalit. Fanglia on sen perustamisesta lähtien kehitetty käyttäjien tarpeiden mukaan. Jatkuvan parantamisen, ydinteknologian riippumattoman tutkimuksen ja kehityksen sekä edistyneen teknologian ja muiden keinojen sulatuksen ja imeytymisen avulla olemme kehittäneetPVC-putkien suulakepuristuslinja, PP-R putken suulakepuristuslinja,PE vesihuolto / kaasuputken suulakepuristuslinja, jota Kiinan rakennusministeriö suositteli korvaamaan tuontituotteet. Olemme saaneet tittelin "ensiluokkainen tuotemerkki Zhejiangin maakunnassa".
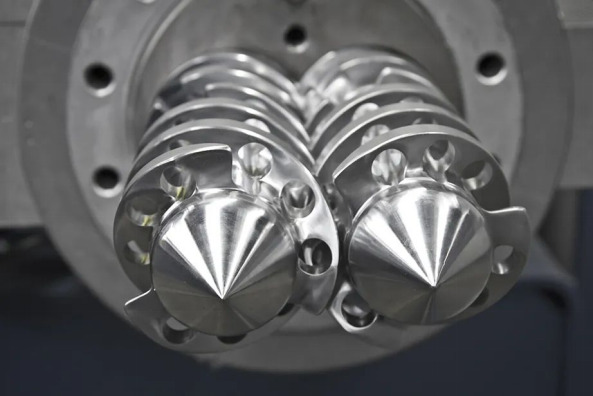
Ruuvisuulakepuristinon muovin muodostamisen ja sekoittamisen muuntamisen ydinlaitteet. Varsinaisessa sekoitusmuokkauksen tuotantoprosessissa suulakepuristimen ruuvi on ankarassa korkeapaineisessa ja korkeassa lämpötilassa, ja siinä on suuri kitka ja leikkausvoima.
Due to the special working environment, the screw of extruder is not the common friction between metal and metal, but between metal and polymer. Therefore, the wear of screw surface is often serious.
Ruuvin kuluminen lisää ruuvin ja piipun välistä etäisyyttä, vaikuttaa ruuvin puristumiseen ja leikkaukseen materiaaliin ja johtaa tuotteen laadun heikkenemiseen. Toisaalta toistuva kuluneiden ruuvien vaihtaminen ei vain lisää kustannuksia, vaan myös viivästyttää tuotantosuunnitelmaa, mikä heikentää tuotannon tehokkuutta.
Yleensä ruuvi romutetaan pitkäaikaisen kulumisen vuoksi, ja ruuvin ja piipun välinen rako on liian suuri normaalisti suulakepuristamiseen. On kuitenkin myös tapauksia, joissa virheellisen suunnittelun tai käytön aiheuttama käyttöjännitys ylittää lujuusrajan ja vaurioituu. Seuraavassa on lyhyt johdatus ekstruusioruuvin kulumissyihin:
1、Käsittelylämpötila
Jokaisella muovityypillä on ihanteellinen plastisointiprosessin lämpötila-alue. Tynnyrin prosessointilämpötilaa tulisi säätää, jotta se on lähellä tätä lämpötila-aluetta. Kun muovihiukkaset tulevat tynnyriin suppilosta, ne saavuttavat ensin syöttöosuuden, ja syöttöosassa syntyy väistämättä kuivakitkaa. Kun nämä muovit eivät kuumene tarpeeksi ja sulavat epätasaisesti, on helppo aiheuttaa lisää kulumista piipun sisäseinään ja ruuvin pintaan.
Vastaavasti puristus- ja homogenointiosassa, jos muovin sulamistila on epätasainen ja epätasainen, se aiheuttaa myös kiihtynyttä kulumista.

2、nopeus
Nopeus tulee säätää oikein. Koska joihinkin muoveihin on lisätty lujiteaineita, kuten lasikuitua, mineraaleja tai muita täyteaineita. Näiden aineiden kitkavoima metallimateriaaleihin on usein paljon suurempi kuin sulan muovin.
Jos käytetään suurta pyörimisnopeutta, lujitettu kuitu on helppo repiä irti ja samalla lisätä muovin leikkausvoimaa. Revennyt kuitu sisältää teräviä päitä, mikä lisää huomattavasti kulumisvoimaa. Kun epäorgaaniset mineraalit liukuvat suurella nopeudella metallipinnalla, niiden kaapiva vaikutus ei ole pieni. Siksi nopeutta ei saa säätää liian suureksi.

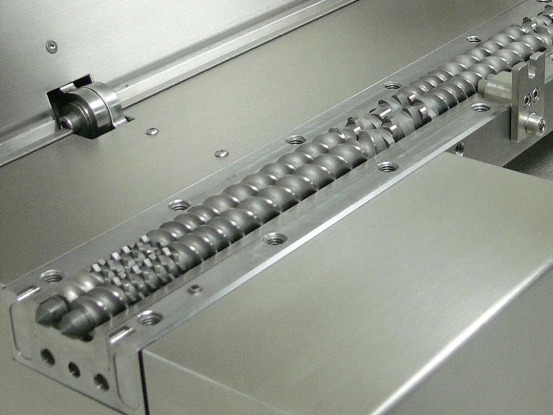
3、Ruuvin ja piipun välinen välys
Ruuvi pyörii piipussa, ja materiaalin ja näiden välinen kitka saa ruuvin ja piipun työpinnan vähitellen kulumaan, ruuvin halkaisija kutistuu vähitellen ja piipun sisäreiän halkaisija kasvaa vähitellen. Tällä tavalla ruuvin ja piipun välinen sovitushalkaisijarako kasvaa vähitellen näiden kahden asteittaisen kulumisen myötä.
Koska tynnyrin edessä olevan pään ja jakolevyn vastus ei kuitenkaan ole muuttunut, tämä lisää ekstrudoidun materiaalin vuotovirtausta sen liikkuessa eteenpäin, eli materiaalin virtausta halkaisijaraosta syöttösuuntaan. lisääntyy. Tämän seurauksena muovikoneiden tuotanto väheni. Tämä ilmiö myös lisää materiaalien viipymisaikaa tynnyrissä, mikä johtaa materiaalin hajoamiseen. PVC:n tapauksessa hajoamisessa syntyvä kloorivetykaasu vahvistaa ruuvin ja piipun korroosiota.

4、Materiaalien epätasainen pehmeneminen tai metallien vieraiden aineiden sekoittuminen
Koska materiaalia ei pehmitetä tasaisesti tai materiaaliin on sekoittunut metallisia vieraita aineita, ruuvin vääntömomentti kasvaa äkillisesti, mikä ylittää ruuvin lujuusrajan ja aiheuttaa ruuvin rikkoutumisen. Tämä on epätavallinen onnettomuusvahinko.
Yllä olevat ovat yleisimpiä ruuvin kulumisen syitä. Toivon, että yllä olevan sisällön avulla voimme ymmärtää suulakepuristusruuvia paremmin.
Ruuvin kulumisen vähentäminen ja ruuvin käyttöiän pidentäminen vähentää huomattavasti laitteiden ylläpitokustannuksia, varmistaa tuotteen laadun ja tuo yritykselle korkeampaa taloudellista hyötyä.
Jos tarvitset lisätietoja, Ningbo Fangli Technology Co., Ltd. toivottaa sinut tervetulleeksi ottamaan yhteyttä yksityiskohtaiseen kyselyyn, tarjoamme sinulle ammattimaisia teknisiä ohjeita tai laitehankintaehdotuksia.
Lähetä kysely


X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö