 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Johdatus putkien suulakepuristusprosessiin, laitteisiin, laatuvirheisiin jne.
Ningbo Fangli Technology Co., Ltd.on amekaanisten laitteiden valmistajayli 30 vuoden kokemuksellamuoviputkien suulakepuristuslaitteet,uusi ympäristönsuojelu ja uudet materiaalilaitteet.Fanglia on sen perustamisesta lähtien kehitetty käyttäjien tarpeiden mukaan. Jatkuvan parantamisen, ydinteknologian riippumattoman tutkimuksen ja kehityksen sekä edistyneen teknologian ja muiden keinojen sulatuksen ja imeytymisen avulla olemme kehittäneetPVC-putkien suulakepuristuslinja,PP-R putken suulakepuristuslinja, PE vesihuolto / kaasuputken suulakepuristuslinja, jota Kiinan rakennusministeriö suositteli korvaamaan tuontituotteet. Olemme saaneet tittelin "ensiluokan brändi Zhejiangin maakunnassa".
I. Prosessin kulku
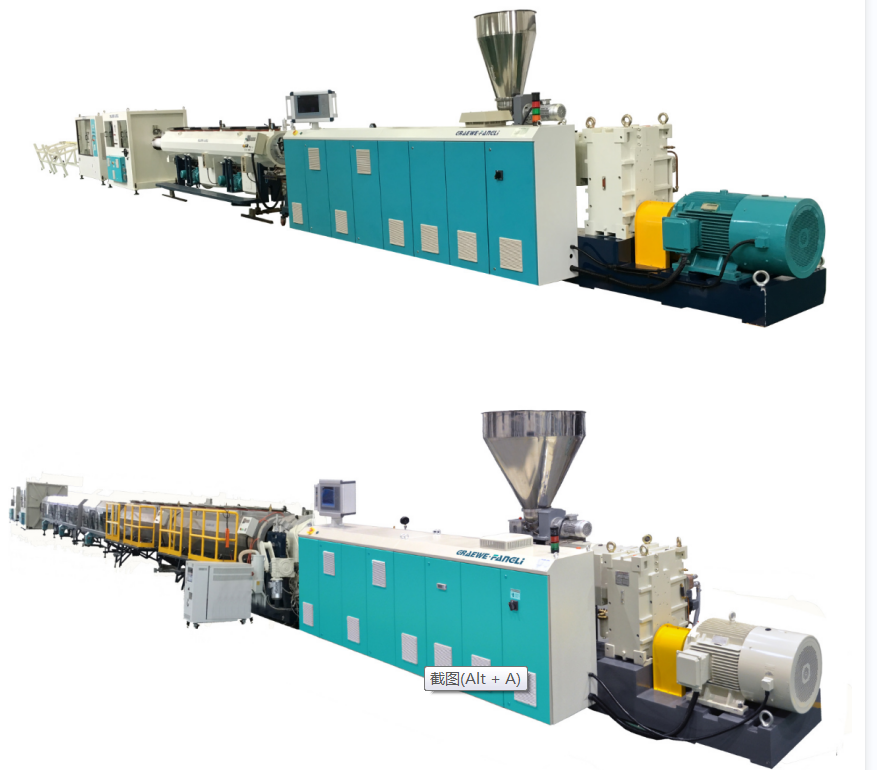
Tällä hetkellä PVC- ja PO-putket ovat eniten myytäviä tuotteita sekä kotimaassa että kansainvälisesti.Kuva 1näyttää tuotantoprosessin vuokaavion polyolefiiniputkille (PO). Muovia syötetään rengasmaiseen rakumuotteeseen (2) ruuvin avulla tasaisesti pehmitettynä sulatteena, joka puristaa putken aihion. Tämä menee välittömästi kalibrointiyksikköön (3) jäähdytystä ja mitoitusta varten, minkä jälkeen sitä jäähtyy edelleen riittävästi jäähdytyssäiliössä (4). Putki vedetään ulos tasaisella nopeudella säädettävällänostoyksikkö(6)ja leikkaa lopuksi määrättyihin pituuksiin leikkurilla (7). Ohutseinäiset putket, joiden halkaisija on alle 160 mm, voidaan kelata rulliksi kelaimella (9).

Kuva 1 Kaavio PO-putkien tuotantoprosessin virtauksesta
1---Ekstruuderi; 2---PipeKuole; 3---Kalibrointiholkki;
4---Tyhjiökalibrointi Jäähdytys; 5---Jäähdytyssäiliö;
6---Nostoyksikkö; 7---Leikkuri;
8 --- tulostin; 9---Kela
II. Prosessi ja laitteet
PO-putkien tuotantoa varten aTehokas yksiruuvinen ekstruuderipitäisi valita. Syöttöalue käyttää aksiaalisesti uritettua piippua. Ruuvin pituuden ja halkaisijan (L/D) suhde on 30–33:1. Ruuvirakenne on kaksivaiheinen rakenne, jossa syvyys ja nousu vaihtelevat: syöttöosan nousu on pienempi kuin ruuvin halkaisija, kun taas sulatus- ja homogenointiosien nousu on suurempi kuin ruuvin halkaisija. Sekoitustehokkuuden parantamiseksi jotkut ruuvit on varustettu ylimääräisillä sekoituspääelementeillä. Tämän tyyppinen yksiruuvipuristin tarjoaa suhteellisen suuren tehon ja hyvän pehmityksen. Esimerkiksi yksiruuvinen ekstruuderi, jonka ruuvin halkaisija on 90 mm, voi saavuttaa yli 600 kg/h tehon. Lisäksi kalsiumkarbonaatilla, bariumsulfaatilla, puujauholla tai lasikuidulla täytettyjen PO-putkien tuotannossa käytetään tyypillisesti yhdessä pyöriviä kaksoisruuviekstruudereita.
PVC-putkien tuotanto on pohjimmiltaan samanlaista kuin PO-putkien tuotanto. Yleisesti käytetään vastakkaiseen suuntaan pyöriviä kartiomaisia tairinnakkaiset kaksoisruuviekstruuderitmahdollistaen kuivasekoitusjauheen suoran suulakepuristuksen. Niiden teho vaihtelee halkaisijaltaan pienten putkien 10 kg/h:sta suurihalkaisijaisten putkien 1100 kg/h:iin. Ruuvin L/D-suhde on kasvanut edellisestä 18:1:stä 25:1:een. Esimerkiksi akaksoisruuviekstruuderi90 mm:n ruuvin halkaisijalla voidaan saavuttaa yli 300 kg/h teho.
Kuten kuvasta 1 voidaan nähdä, putken suulakepuristuslaitteisto koostuu pääasiassa jäähdytysvesisäiliöstä,nostoyksikkö, leikkuri, kelatai tyhjennyspöytä.
Kun putki poistuu kalibrointi- ja jäähdytysyksiköstä, se ei jäähdy täysin huoneenlämpötilaan. Jos sitä ei jäähdytetä enempää, putken seinämän säteen suunnassa oleva lämpötilagradientti voi aiheuttaa jo kovettun ulkokerroksen pehmenemisen uudelleen lämpötilan nousun seurauksena, mikä johtaa muodonmuutokseen. Toisaalta putken on kestettävä myös nosto-, leikkaus- ja käämityslaitteiden rasitukset. Siksi jäännöslämpö on poistettava jäähdyttämällä putki huoneenlämpötilaan. Jäähdytysmenetelmiä ovat vesihaude ja suihkujäähdytys. Vesihauteen jäähdytyssäiliössä vedenpinnan tulee upottaa putki kokonaan. Säiliö on jaettu useisiin osiin. Jäähdytysveden tuloaukko on asetettu viimeiseen osaan, jolloin veden virtaussuunta on päinvastainen kuin putken suulakepuristussuunta, mikä luo jäähdytyslämpötilagradientin. Tämä johtaa asteittaisempaan putken jäähdytykseen ja pienempään sisäiseen jännitykseen. Jäähdytysvesisäiliön ja kalibrointi-/jäähdytysyksikön välinen etäisyys ei saa ylittää yhtä kymmenesosaa kokonaisjäähdytyspituudesta; muuten putken ulkoseinän ja jäähdytysveden välinen lämpötilaero voi kasvaa liikaa. Vaikka vesihaudemenetelmä on yksinkertainen, säiliön ylä- ja alavesikerroksen lämpötilaerot voivat aiheuttaa epätasaista jäähtymistä ja putken taipumista. Lisäksi putkeen vaikuttavat kelluvuusvoimat voivat helposti aiheuttaa muodonmuutoksia, mikä tekee menetelmästä erityisen sopimattoman halkaisijaltaan suurien putkien jäähdyttämiseen.
ToimintoputkenpoistoyksikköTarkoituksena on tarjota tietty poistonopeus ja -voima jo mitoitettuun ja jäähdytettyyn putkeen, joka voittaa putkessa olevan mitoituslaitteen synnyttämän kitkavoiman, mikä vetää putken tasaisella nopeudella ulos kelauskoneeseen tai tyhjennyspöytään. Vetoyksikkö on yksi tärkeimmistä putkituotannon loppupään laitteista, ja sen on täytettävä seuraavat vaatimukset.
(1)nostonopeutta on voitava säätää portaattomasti ja tasaisesti, mikä varmistaa tasaisen nopeuden poiston. Epävakaa poistonopeus aiheuttaa putken halkaisijan vaihtelun. Nostonopeus on sovitettava tiiviisti puristusnopeuden kanssa. Putken seinämän paksuutta säädetään säätämällä poistonopeutta: hitaampi poistonopeus johtaa paksumpiin seiniin, nopeammalla nopeudella ohuempiin seiniin. Oikean nostonopeuden valinta on tehokas tapa varmistaa tuotteen mittojen mukainen. Nykyaikaisilla malleilla voidaan saavuttaa maksimi nostonopeus jopa 30 m/min.
(2)Vakionostovoimaa on ylläpidettävä ilman push-pull-ilmiötä, muuten se voi aiheuttaa putken pinnan aaltoiluvirheitä. Myös riittävä nostovoima vaaditaan. Tarvittava vetovoima kasvaa kosketuspinnan ja mitoituksen säteittäispaineen myötä. Pienillä ja keskihalkaisijaisilla putkilla vetovoima on yleensä 100–600 N; halkaisijaltaan suurille putkille se on yleensä 800–10 000 N.
(3) Kiinnitysvoimanostoyksikkötarttujan tulee olla säädettävä ja kyettävä tarttumaan halkaisijaltaan erikokoisiin putkiin aiheuttamatta pintavaurioita tai muodonmuutoksia. Tällä hetkellä toukkatyyppiset tarttujat ovat laajalti käytössä. Nämä koostuvat 2–12 kappaleesta, jotka on järjestetty tasaisesti putken ympärille. Kiskot on upotettu tietyllä määrällä kumi-/muovikiinnityskappaleita, jotka ovat enimmäkseen koveria tai kulmikkaita lisäämään putkeen kohdistuvaa säteittäistä painetta. Puristusvoiman säätö tapahtuu pneumaattisilla, hydraulisilla tai lyijyruuvi-mutterimekanismeilla. Raitojen määrä kasvaa putken halkaisijan mukaan.
Kun putki on vedetty pois tietyn pituiseksi, se on leikattava sopivaan pituuteen. Leikkureita on eri tyyppejä, jotka valitaan putken halkaisijan ja seinämän paksuuden, materiaalityypin, leikkauspituuden, leikkauslaadun, leikkausmuodon jne. perusteella. Giljotiinityyppiset automaattiset leikkurit ja pyörösahat soveltuvat halkaisijaltaan pienten ja keskikokoisten putkien leikkaamiseen; planeettaautomaattiset leikkurit sopivat halkaisijaltaan suuriin putkiin. Katkaisukomennon saatuaan leikkuri tarttuu putkeen puristimella ja liikkuu putken nostosuuntaan samalla kun leikkaus suoritetaan loppuun. Leikkauksen jälkeen pneumaattinen mekanismi työntää sen takaisin nollausasentoon.
Kelaus ja tyhjennyspöytä. Vain putket, jotka eivät muotoile taivutuksen aikana, kelataan keloiksi kelaimella, jossa on automaattinen leikkaus ja purku. Käämityksen lineaarinen nopeus on synkronoitu ekstruusionopeuden kanssa ja sitä voidaan säätää portaattomasti. Kun suulakepuristusnopeus on alle 2 m/min, käytetään yleensä yksiasemaista kelauskonetta; kun suulakepuristusnopeus ylittää 2 m/min, tulee käyttää kaksiasemaista tai jopa moniasemaista kelauskonetta.
III. Tärkeimmät tekijät putkivikojen hallintaan
Seuraamalla kuvan 1 prosessin järjestystä alla on lueteltu tärkeimmät asiaan liittyvät tekijät laatuvirheiden poistamiseksi.
(1)Ruokintaosasto:Raaka-aineiden muotoilu; raaka-aineiden muoto ja koko; väritysmenetelmä; kuivausmenetelmä; uudelleenjauhetun/kierrätetyn materiaalin sekoitus; lisäaineiden tyypit ja annostelu; suppilon kurkun jäähdytyskapasiteetti.
(2)Ekstruuderi: Ruuvin halkaisija; ruuvi L/D-suhde; ruuvi puristussuhde; ruuvirakenteen tyyppi; ruuvin nopeus; tuuletus suorituskyky; ruuvi lämpötilan valvonta; tynnyrin lämmityksen ja jäähdytyksen ohjaus; lämpötilaprofiilit ekstruuderin vyöhykkeitä pitkin; ekstruuderin vääntömomentti; virrankulutus; sovitin; lämpötilan valinta ja ohjaus näytön vaihtajalle; näyttöpakkauksen tyyppi ja tekniset tiedot.
(3)Kuole:Die aukko; maan pituus; kuolla rakenteen tyyppi; virtauskanavan muoto; sulatteiden jakelu; lämpötilan asetus ja ohjaus; kuolla pään paine; seinämän paksuuden säätö.
(4) Kalibrointi ja jäähdytys:Kalibrointimenetelmä; kalibraattorin mitat; tyhjiölaatikon alipainetaso tai sisäisen paineen kalibrointiputken ilmanpaine ja pituus; kalibrointijärjestelmän tiivistys; kalibrointiaika; jäähdytysveden virtausnopeus; jäähdytysveden lämpötila; jäähdytysmenetelmä.
(5)Jäähdytysvesisäiliö:Jäähdytysmenetelmä; vesiputken asettelu; jäähdytysveden virtausnopeus; jäähdytyssäiliön pituus; jäähdytysveden lämpötila; putken jäähdytyksen tehokkuus.
(6)Nostoyksikkö: Nostonopeus ja hallinta; nostovoiman kalibrointi; puristusvoima ja ohjaus; raitojen lukumäärä ja tehollinen pituus; kiinnityspalojen pinnan kovuus ja muoto; irrotettava kosketuspinta.
(7) Leikkuri: Leikkuri tyyppi; sahanterän hampaan profiili ja materiaali; nollausmekanismi; lastun kerääminen ja pölyn poisto; melunhallinta; raja järjestelmän asetukset; kiristysmekanismi; käyttöjärjestelmä ja teho; automaattinen leikkausjärjestelmä.
(8)Kierrätys- ja kaatopöytä: Jännitteen valvonta; pituus leikattu komentojärjestelmä; kelausaseman valinta; käämityksen halkaisija; tyhjennystoiminnan ilmaisu; käämityksen lineaarinen nopeus.
(9) Liite:Automaattituotannon ehdot:Seinämän paksuuden mittaus; ulkohalkaisijan valvonta; painon mittaus- ja tuotantotilastot; hammaspyörän sulatuspumpun toimintatila; meistien keskitysjärjestelmä.
Jos tarvitset lisätietoja,Ningbo Fangli Technology Co., Ltd.toivottaa sinut tervetulleeksi ottamaan yhteyttä yksityiskohtaista kyselyä varten, tarjoamme sinulle ammattimaisia teknisiä ohjeita tai laitehankintaehdotuksia.
Lähetä kysely


X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö