 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Putkien suulakepuristusprosessi
Ningbo Fangli Technology Co., Ltd. on mekaanisten laitteiden valmistaja, jolla on lähes 30 vuoden kokemus muovipuristuslaitteista, uudesta ympäristöstä suoja- ja uudet materiaalilaitteet. Tässä olemme laatineet kattavan johdanto putken ekstruusiokäsittelystä seuraavasti:
Putki on putki tai ontto sylinteri nesteen kuljetus. Termit "putki" ja "putki" ovat melkein vaihdettavissa keskenään. "Tube" valmistetaan usein räätälöityihin kokoihin, ja sillä voi olla tarkempia kokoja ja toleranssit putkeen verrattuna sovelluksesta riippuen. Termi "putki" voi myös levitetään ei-sylinterimäisiin putkiin (eli neliömäisiin putkiin). Termi "letkua" käytetään laajemmin Yhdysvalloissa ja "putkea" muualla maailmassa.
Putki voidaan määrittää vakioputkikoon mukaan nimitykset, kuten nimellinen putken koko (Yhdysvalloissa), tai nimellinen, ulkopuolinen tai sisähalkaisija ja seinämän paksuus. Monet teollisuuden ja valtion standardit olemassa putkien tuotantoa varten.
Useimmat putket valmistetaan suulakepuristamalla, linjassa suulakepuristussuunnan, suuttimen, mitoitus- tai kalibrointilaitteen kanssa tai säiliö, vesijäähdytyssäiliö, kuljetin ja leikkuri tarvittaessa ja ota pois varusteet linjan lopussa. Linja voi sisältää merkintälaitteen tai a testauslaite. Tärkeä vaatimus on jäähdyttää ekstrudaatti melko nopeasti lähellä suulaketta pitäen samalla mittoja ja ominaisuuksia hallinnassa.
Prosesseihin sisältyy erilaisia tekniikoita, joilla ohjataan mittoja/kokoja, jotka ovat joko vapaasti vedettyjä sulatteita (yleensä halkaisijaltaan pienille putkille) tai mitoitusominaisuuksia. Kokonaiskustannukset putken valmistus voi sisältää materiaalikustannuksia jopa 80 %. Tavoitteena on aina saada tiukempi toleranssisäätö materiaalin kulutuksen vähentämiseksi. Mitta- ja/tai paksuuskalibrointikiekkoja käytetään eri muotoisia.
Sulamisominaisuuksien yhdistelmä, nopeus linjan nopeus, sisäinen ilmanpaine ja jäähdytysnopeus vaikuttavat putken koko. Sulanpoistosuhde muotista vesijäähdytykseen kouru liittyy suoraan putken lopulliseen kokoon. Riippuen Muoveja, joita käsitellään, suhde vaihtelee välillä 4/1 - 10/1. Matalia suhteita käyttämällä auttaa minimoimaan pursotettuja jännityksiä, jotka voivat johtaa siihen liittyviin ongelmiin kutistuminen ja jännityshalkeilu.
Riippuen sen ominaisuuksista Muoveja käsitellään, kutistuminen voi tapahtua 24 tunnin kuluessa poistumassa käsittelylinjalta. Putki tai putki voidaan myös altistaa hehkutus ja muut jälkiolosuhteet, jotka voivat vaikuttaa kutistumisasteeseen.
Putkia ja putkia on monia erilaisia tapoja tuotteet, joita käytetään nesteiden, kaasujen, kiinteiden aineiden ja niin edelleen siirtämiseen. Ne voivat olla muotoiltu tarjoamaan koristeita, turvatukia ja niin edelleen.
Toimenpiteet muovin käsittelykustannusten alentamiseksi putket sisältävät:
1) Käytä ulkohalkaisijan (OD) minimoimiseksi ja sisähalkaisijan (ID) toleranssit;
2) Paranna putkien laatua ja ominaisuuksia tutkimalla ainesosien ja käytettyjen sekoitusmenetelmien hyötyjä;
3) Vähennä asetusaikaa käynnistyksen avulla apuvälineet ja automaatiojärjestelmät;
4) Kehitä säästöjä sähkössä kulutus ekstruuderin optimoinnilla; ja
5) Tehokkaiden muottien, jäähdytyssäiliöiden, vetimet ja lentoonlähtölaitteet.
Vetolaitteiden toleranssisäätö on kriittinen minimoinnin kannalta
OD- ja ID-mitat, erityisesti pienempiä putkikokoja.
Erittäin pieni vaihtelu vetonopeudessa voivat vaikuttaa merkittävästi niiden mittoihin ja muovijätteeseen.
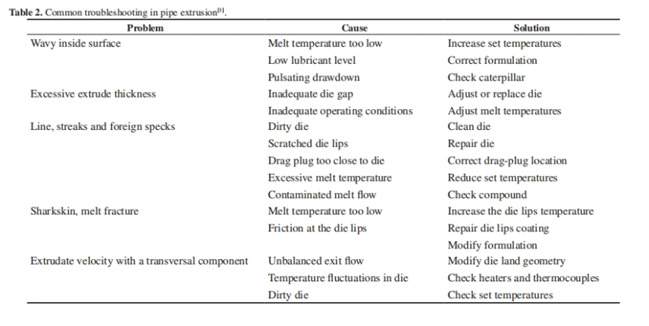
Alla oleva taulukko näyttää yleisimmät putken suulakepuristuksen vianetsintä.
Yllä oleva koskee putken suulakepuristusta edistystä, toivoen voivamme tarjota sinulle apua. Tarvittaessa tervetuloa mukaan ota meihin yhteyttä.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Lähetä kysely


X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö