 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Lämpötilan säätelyn optimointi kaksinkertaistaaksesi kaksoisruuviekstruusioprosessin tehokkuuden
Ningbo Fangli Technology Co., Ltd.on amekaanisten laitteiden valmistajayli 30 vuoden kokemuksellamuoviputkien suulakepuristuslaitteet, uusi ympäristönsuojelu ja uudet materiaalilaitteet. Fanglia on sen perustamisesta lähtien kehitetty käyttäjien tarpeiden mukaan. Jatkuvan parantamisen, ydinteknologian riippumattoman tutkimuksen ja kehityksen sekä edistyneen teknologian ja muiden keinojen sulatuksen ja imeytymisen avulla olemme kehittäneetPVC-putkien suulakepuristuslinja, PP-R putken suulakepuristuslinja, PE vesihuolto / kaasuputken suulakepuristuslinja, jota Kiinan rakennusministeriö suositteli korvaamaan tuontituotteet. Olemme saaneet tittelin "ensiluokan brändi Zhejiangin maakunnassa".
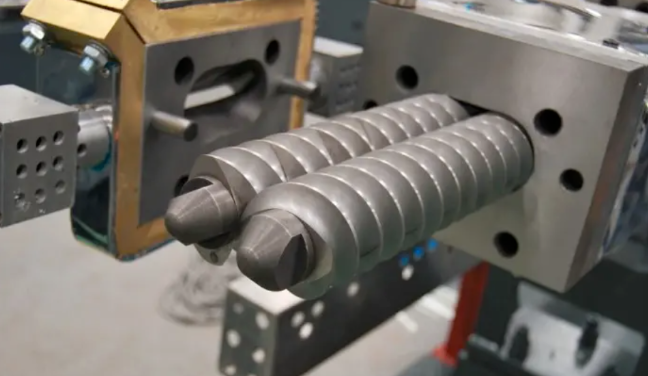
Kaksoisruuviekstruusio on yksi avainprosesseista polymeerin valmistuksessa. Sen vakaa toiminta ja lopputuotteen laatu riippuvat suuresti tarkasta prosessin ohjauksesta, jonka ytimessä on lämpötilan säätö.
Laitemallien monimutkaisuuden, ruuvikonfiguraatioiden ja materiaalien monimuotoisuuden vuoksi optimaaliset prosessiparametrit saadaan usein pitkäaikaisesta kokeilusta ja kertyneestä kokemuksesta. Seuraavassa on lyhyt johdatus useisiin tärkeimpiin lämpötilaan liittyviin tekijöihin kaksoisruuvipuristusprosessissa.
01 Suulakepuristusprosessin lämpötila
Suulakepuristusprosessin lämpötilaa suunniteltaessa on otettava huomioon monet tekijät. Ensisijainen seikka on materiaalikomponenttien korkein sulamispiste. Esimerkiksi polypropeeniperusseoksessa polypropeenikantajalla on korkein sulamispiste 170 °C:ssa, joten kunkin vyöhykkeen prosessilämpötilat asetetaan noin 170 °C:seen. Tämä voi tietysti vaihdella lämmitysmenetelmän mukaan; lämpötilat eroavat vastuslämmityksen ja sähkömagneettisen induktiolämmityksen välillä, jälkimmäisen ollessa tyypillisesti alhaisempi.
Toiseksi prosessilämpötila liittyy laitteiston kokoon ja tuotantonopeuteen. Suurempi teho vaatii enemmän lämpöä materiaalin pehmentämiseksi ja sulattamiseksi, mikä edellyttää korkeampaa prosessilämpötilaa. Lämpötila suunnitellaan myös segmentaalisesti kuljetus- ja leikkaustarpeiden perusteella. Korkeampi lämpötila alentaa materiaalin viskositeettia ja leikkausvoimaa, kun taas matalampi lämpötila lisää viskositeettia ja leikkausvoimaa. Prosessin lämpötilan säätämisessä tulee ottaa huomioon myös materiaalin muut fysikaaliset ominaisuudet, kuten viskositeetti.
02 Syötteen kurkun lämpötila
Avain syöttökurkun lämpötilan asettamisessa on estää materiaalin tarttuminen ruuviin, mikä estäisi normaalia syöttöä. Jotta materiaali sulaisi aikaisin leikkausdispersiota varten, syöttökurkun lämpötilan tulee olla mahdollisimman lähellä kantoaineen sulamispistettä aiheuttamatta tarttumista. Joissakin formulaatioissa matalan sulamispisteen lisäaineita on läsnä hyvin pieniä määriä. Vaikka ne sulavat, ne eivät merkittävästi vaikuta materiaalin kokonaiskuljetukseen, joten niiden vaikutus prosessin lämpötilaan on minimaalinen.
Jotkut formulaatiot sisältävät kuitenkin monia alhaisen molekyylipainon materiaaleja. Hieman kohonneet lämpötilat yhdistettynä lämpöön, joka siirtyy jälkilämmitysvyöhykkeiltä ruuvin kautta, voivat aiheuttaa näiden materiaalien ennenaikaisen sulamisen syöttökurkussa, mikä johtaa materiaalin tarttumiseen ja syöttöhäiriöihin. Siksi käynnistystä edeltävän lämmityksen aikana syöttövyöhyke on pidettävä alhaisessa lämpötilassa. Jäähdytys saattaa olla tarpeen aktivoida tämän alhaisen lämpötilan ylläpitämiseksi. Muuten käynnistyksen jälkeen saattaa ilmetä ruuvin luistamista ja syöttöongelmia. Käynnistyshäiriöiden välttämiseksi on usein parempi asettaa lämpötilat aluksi tavanomaisesti ja sitten laskea syöttöalueen lämpötilaa käynnistyksen jälkeen.
03 Tuuletusaukon lämpötila
Tuuletusaukon lämpötilaa on yleensä laskettava asianmukaisesti. Teoreettisesti, jotta sulat eivät pääse helposti valumaan ulos ja aiheuttamaan tuuletusvuotoa, tulisi sekä tuuletusaukon edeltävän että sen jälkeen olevan vyöhykkeen lämpötilat säätää. Tämä säätö varmistaa, että materiaali virtaa helposti eteenpäin, mutta sen on vaikea virrata ylöspäin ja ulos tuuletusaukosta. Kuitenkin olosuhteissa, joissa on vakaa, nopea virtaus, hyvä hajonta ja alhainen sulamispaine, ilmanpoistoaukon lämpötilan erityiset säädöt eivät välttämättä ole tarpeen. Tästä syystä monet käyttäjät eivät kiinnitä erityistä huomiota tähän parametriin.
04 Sekoitusosan lämpötila
Sekoitusosa on kriittinen alue kaksoisruuvin valmistuksessa. Sen lämpötilan säätö liittyy leikkausvoimavaatimuksiin. Sen päätehtävä on pigmenttien leikkausdispersio, ja leikkausvoima on kiinteästi sidottu lämpötilaan: liian korkea lämpötila alentaa sulaviskositeettia ja leikkausvoimaa. Sopivasti alhaisempi lämpötila lisää viskositeettia, mikä johtaa parempaan leikkausdispersioon. Leikkausvoiman suuruus vaikuttaa usein suoraan päämoottorin virtaan. Siksi kokeneet käyttäjät säätävät prosessin lämpötilaa tällä alueella päämoottorin virran muutosten perusteella.
05 Die HeadLämpötila
Suulakepään lämpötilan suunnittelu: Kun sula tulee suuttimen päähän ja se on ekstrudoitumassa pelletointia varten (joko säiepelletoinnilla, vesirenkaalla tai vedenalaisen pelletoinnin avulla), lämpötilaa on yleensä alennettava asianmukaisesti. Testauksella voidaan määrittää suulakepuristeen lämpötila huomioimalla sen ero tynnyrin sisällä olevasta sulamislämpötilasta. Lisäksi, jos se on varustettu lennossa olevalla seulanvaihtajalla, seulan vaihtoprosessin kesto ja onnistuminen liittyvät usein viskositeettiin ja sulan virtausnopeuteen, joita voidaan hallita säätämällä suutinpään lämpötilaa.

Muut lämpötilaan vaikuttavat tekijät
06 Syöttimen nopeuden säätö
Syöttönopeuden säätö vaikuttaa suoraan ulostuloon. Vakaan tuotannon aikana ekstruusionopeus on yhtä suuri kuin syöttönopeus. Syöttönopeuden muuttaminen muuttaa tehoa ja vaikuttaa samalla prosessiin. Syöttönopeuden lisääminen lisää materiaalia ruuviin, mikä alentaa tehokkaasti prosessin lämpötilaa; päinvastoin, syöttönopeuden pienentäminen nostaa tehokkaasti prosessin lämpötilaa. Syöttönopeuden muutokset vaikuttavat myös tuotteen leviämisen laatuun. Siksi syöttönopeuden säätöjä on harkittava kokonaisvaltaisesti, tavoitteena sekä vakaa masterbatch-tuotantoprosessi että lopputuotteen laadun varmistaminen.
07 Pääruuvin nopeus
Pääruuvin nopeus on ruuvien pyörimisnopeus. Vakiosyöttönopeudella pääruuvin nopeuden muutos vaikuttaa vain hetkellisesti suulakepuristusnopeuteen, ennen kuin se palautuu vähitellen normaaliksi. Ruuvin nopeuden avainrooli on leikkausdispersiossa, joka on toinen kriittinen tekijä tuotteen laadun hallinnassa. Tämä edellyttää lämpötilan ja leikkausnopeuden koordinointia. Jotkut tuotteet vaativat suurta leikkausvoimaa, mikä vaatii suurempia ruuvinopeuksia. Toiset vaativat alhaista leikkausvoimaa, jotka vaativat pienempiä nopeuksia – tietysti alhaisen leikkausvoiman saavuttaminen voi edellyttää myös prosessin lämpötilan säätämistä. Jokaisella koneella on enimmäisnopeusrajoitus, jota on noudatettava sopivalla turvamarginaalilla.
08 Sulapaine
Sulapaine pidetään yleensä alle 1 MPa:ssa. Se liittyy seulapakkauksen silmäkokoon, pigmentin dispersion tehokkuuteen, sulamislämpötilaan ja viskositeettiin. Pienempi seulaverkko, huonompi pigmentin dispersio ja pienempi sulaviskositeetti johtavat korkeampaan paineeseen; päinvastoin paine on pienempi. Sulapaine on kattava heijastus useista tekijöistä; välttää yksinkertaisia tai mielivaltaisia tuomioita, jotka perustuvat pelkästään siihen. Se voi kuitenkin toimia hyödyllisenä referenssinä prosessin säätämisessä ja tuotteen leviämisen tilan seurannassa.
09 Näyttöpaketin määritys ja vaihto
Seulapakkaukset palvelevat sellaisia toimintoja kuin suodatus ja leikkausvoiman lisääminen aiheuttamalla sulatteen takaisinvirtausta. Ne tulee konfiguroida ja vaihtaa kohtuudella tuote- ja laatuvaatimusten mukaisesti.
10 Environmental Focus forKaksoisruuviekstruuderit
Tärkeimmät kaksiruuviekstruudereiden ympäristöongelmat ovat: ensinnäkin pöly syöttökurkussa; toiseksi kaasut tuuletusaukoista ja suuttimen päästä; ja kolmanneksi jäähdytysveden käsittely. Nämä tulee yrittää kerätä, suodattaa ja kerätä asianmukaisesti hävittämistä varten.

Yhteenvetona voidaan todeta, että lämpötila on ydinmuuttuja, joka kulkee koko kaksoisruuvipuristusprosessin läpi. Se on tiiviisti kytketty parametreihin, kuten syöttönopeus, ruuvin nopeus ja paine, jotka yhdessä määrittävät materiaalin sulamisen, kuljetuksen, dispersion, ilmauksen ja lopullisen muotoilun. Vakaa, korkealaatuinen suulakepuristusprosessi perustuu lämpötilajärjestelmän tarkkaan ja kokonaisvaltaiseen hallintaan.
Jos tarvitset lisätietoja,Ningbo Fangli Technology Co., Ltd.toivottaa kyselysi tervetulleeksi. Annamme ammattimaista teknistä ohjausta tai laitehankintaehdotuksia.
Lähetä kysely


X
Käytämme evästeitä tarjotaksemme sinulle paremman selauskokemuksen, analysoidaksemme sivuston liikennettä ja mukauttaaksemme sisältöä. Käyttämällä tätä sivustoa hyväksyt evästeiden käytön.
Tietosuojakäytäntö